Buona sera come promesso prima di passare alle cartelle della torretta ho deciso di costruire una fresa per sdossare a 45°, il procedimento che segue non è molto complesso ma estremamente delicato e di precisione, quindi perfettamente in tema con il nostro Forum, dedicato alla micromeccanica di precisione.
Spiegherò passo passo la procedura per arrivare alla costruzione di una fresa che "tagli" e non mastichi il metallo.
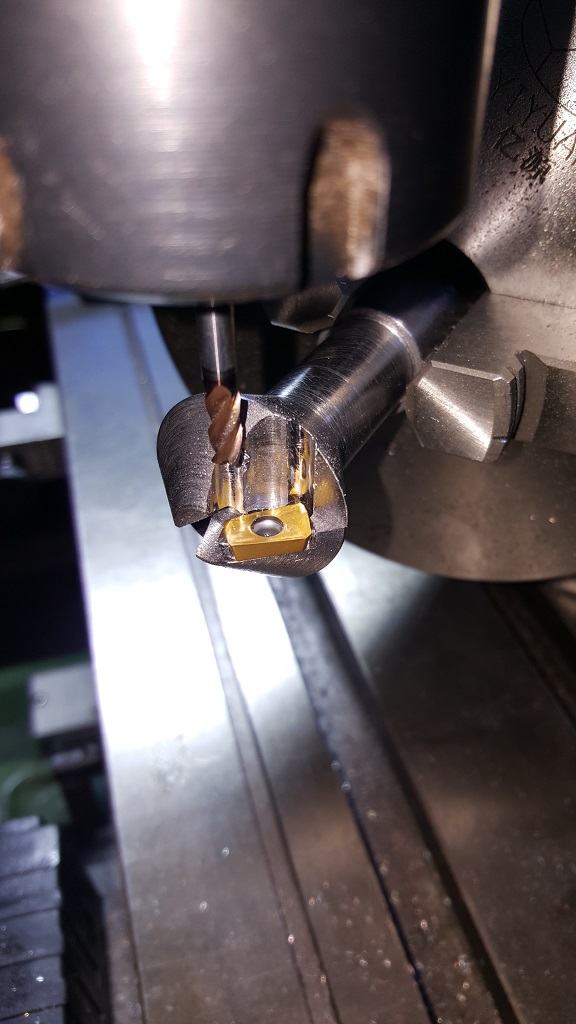
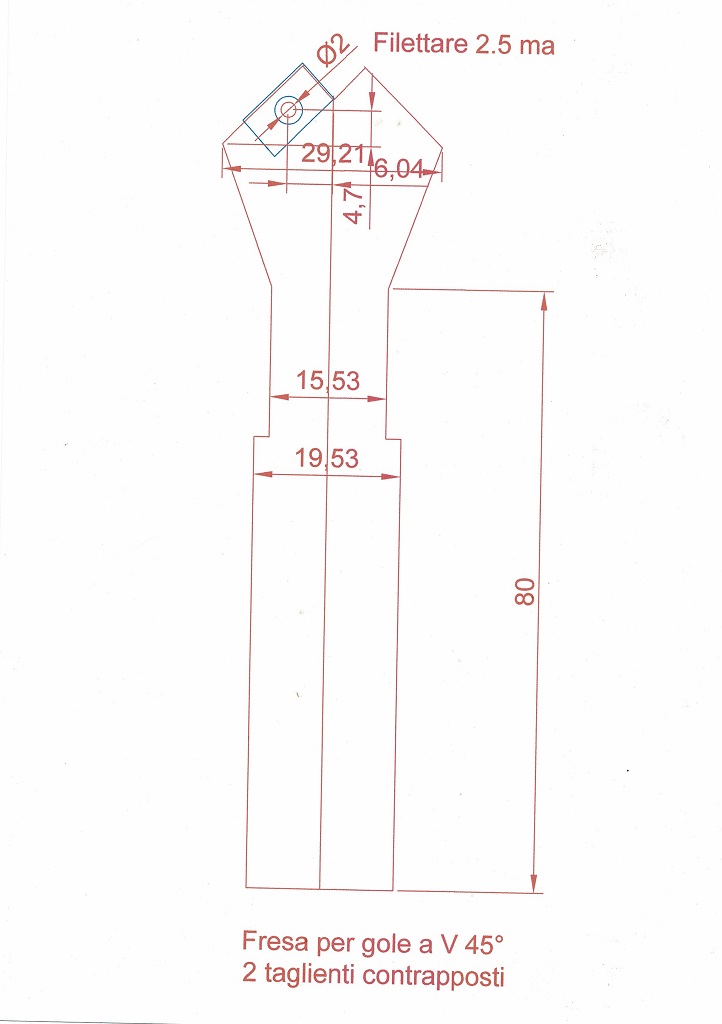
Il disegno in foto 1 rende perfettamente l'idea del lavoro finito, dal quale si evince che la spalla di taglio della fresa per lavorare correttamente e permettere l'avanzamento della fresa stessa dovrà fuoriuscire rispetto al profilo della fresa di circa 1/4 della larghezza del tagliente stesso, per permettere oltre al taglio alche lo scarico del materiale asportato, senza che questo ostruisca il tagliente successivo.
Maggiore il numero dei taglienti e minore lo sforzo che la fresa farà avanzando, minore anche lo sbattimento e quindi il rumore.
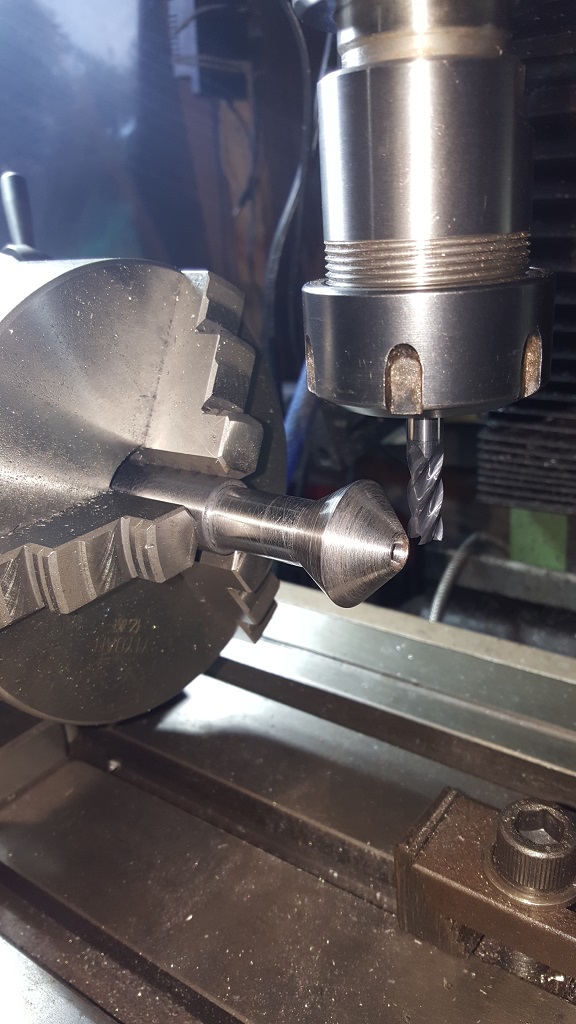
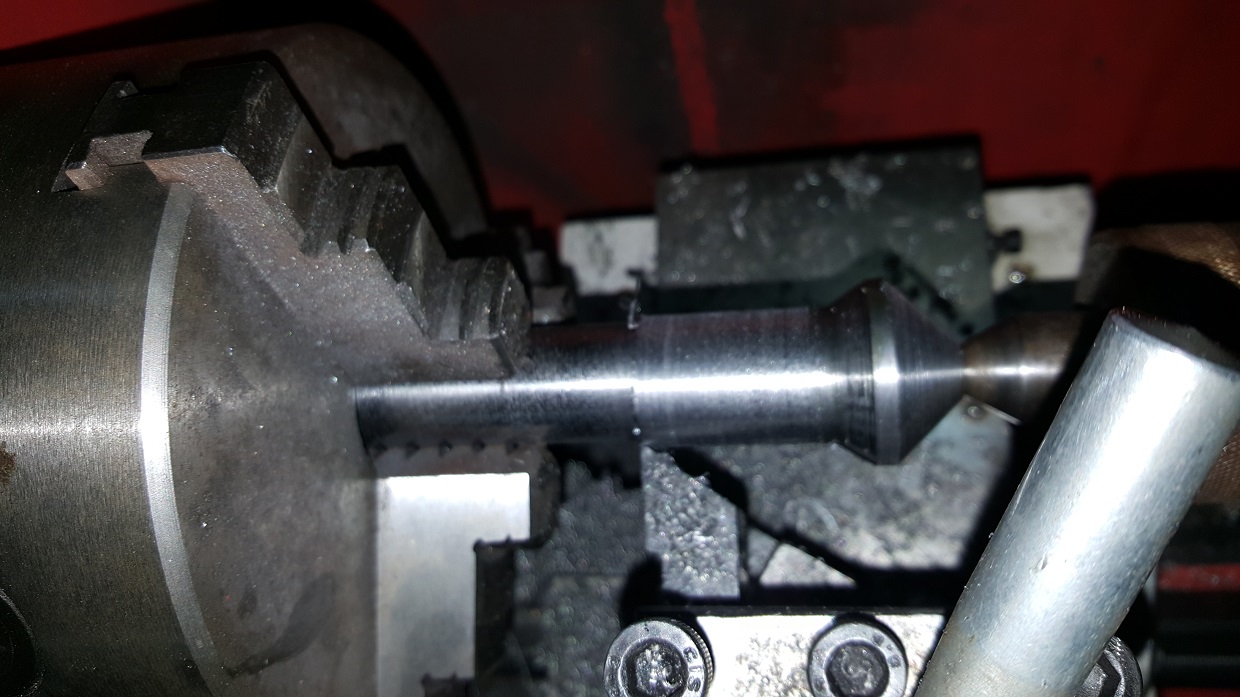
Detto questo passiamo alla lavoratione del fusto della fresa, esso sarà un cilindro con il diametro uguale alla morsa che lo dovrà contenere, più sarà preciso e meno vibrazioni avrete in rotazione.
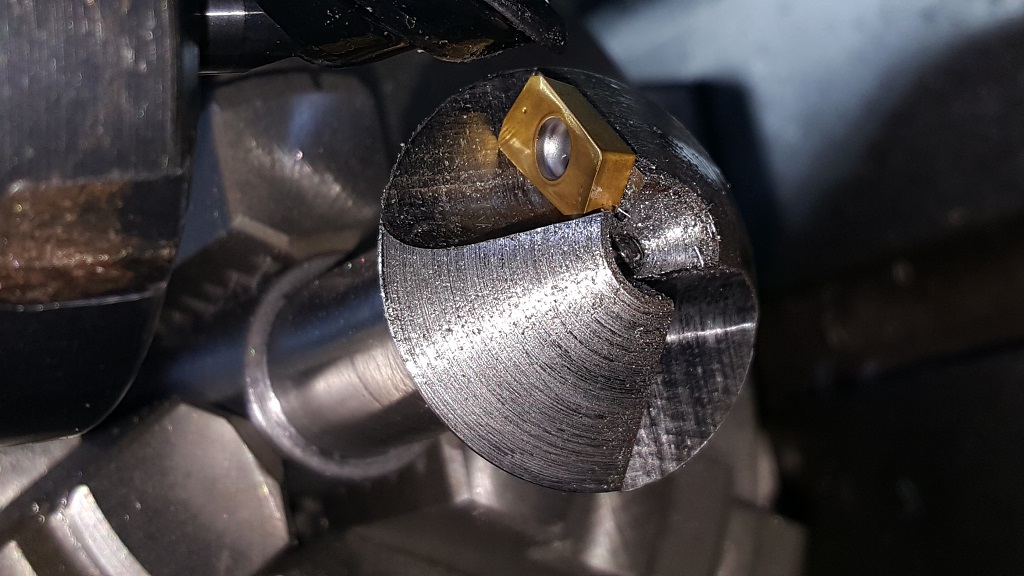
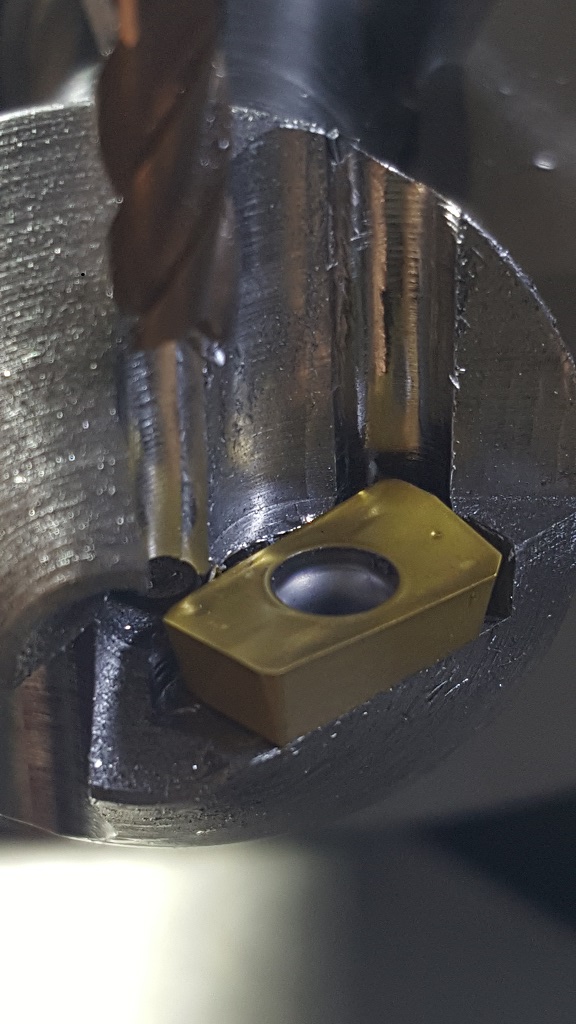
Ricavato il profilo che interessa si passa al piano di alloggiamento degli inserti , questi 2 piani saranno esattamente speculari e impegneranno un diametro della fresa, su di essi andranno lavorati i 2 bassifondi che alloggeranno in maniera più precisa possibile i 2 inserti, ricordate sempre che sarà la superfice degli inserti ad essere perfettamente in piano con il diametro stabilito in precedenza, quindi se la placchette è alta 3 mm il bassofondo scenderà 3 mm.
Una volta alloggiate provvisoriamente le placchette dovrete provvedere a dare uno spazio al dente interno della placchetta in modo che lavorando non vada mai in contrasto con il corpo fresa e non rischi la scheggiatura.
quindi praticherete un foro che contenga comodo il cucchiaio del tagliente, mentre il resto della placchetta sarà a stretto contatto con le spalle del bassovondo per evitare eventuali movimenti della placchetta stessa.
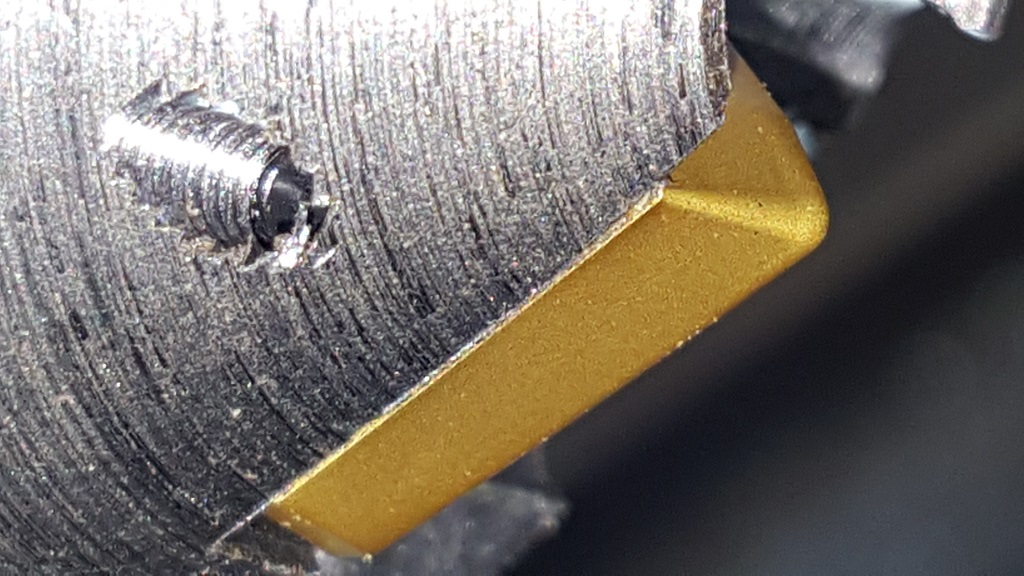
Finita questa operazione vi accingerete a fare la marcatura del foro di serraggio.
Io uso punte decimali che impegnino completamente il foro della placchetta, in questo caso una punta da 2,7 mm.
Fermata nella posizione corretta con una goccia di supercolla la placchetta centrate l'asse della fresa nel foro della placchetta esenza fare alcun segno o foro, bloccate entrambi gli assi (X Y) , rimuovete la punta e la placchetta e inserite una punta a centrare . fate un accenno di foro ricordandovi che il foro stesso sarà in questo caso da 2 mm.
Montate la punta e molto delicatamente procedete con la foratura, fatta la prima basterà ruotare il divisore e portarlo alla faccia successiva dove praticherete il foro successivo.
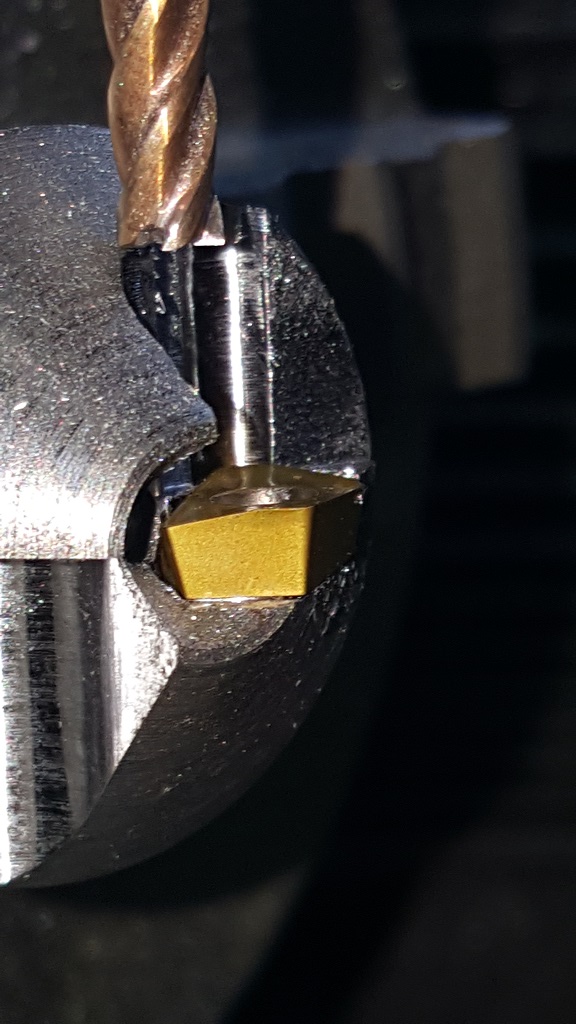
A questo punto non vi resta che filettare i 2 fori e posizionare le placchette, se il lavoro è stao esegioto correttamente a placchette montate vedrete che la vase inferiore delle placchette uscirà dalla fresa per circa 1/10.
Buon lavoro a tutti se qualcuno necessita di ulteriori chiarimenti puo tranquillamente postarlo.
Vi lascio alle Foto
Un saluto
Paolo

|

 Autore
Autore Fresa 2 Taglienti a 45°
Fresa 2 Taglienti a 45°