Ciao Luciano
Grazie per il complimento
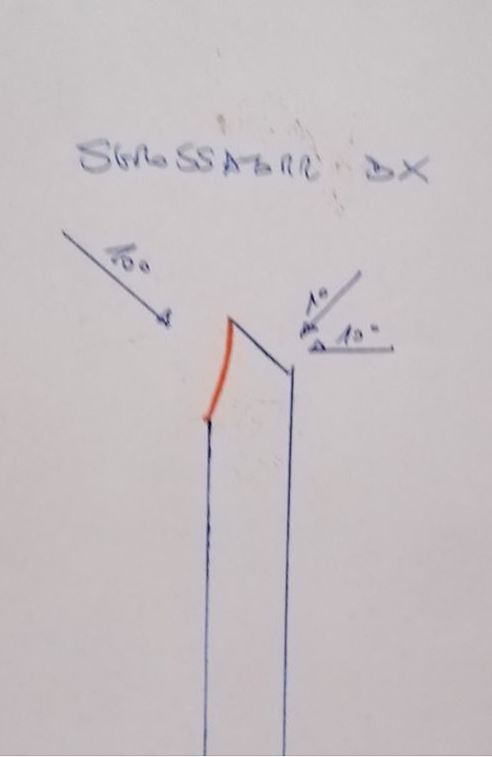
Praticamente mi sto allenando almeno quando ho 10 min liberi su i listelli/barrette quadrate delle maniglie delle porte di alluminio, ne ho un pò in giro,,,per non sprecare le barrette.ti dico che ci ho veramente sudato per capire come affilarlo in modo da non far prendere la curvatura della mola alla costa dell utensile.tutt ora qualche ciambella senza buco mi riesce ancora, ma credo sono vicino alla "standardizzazione" della lavorazione almeno sugli sgrossatori/finitori, ovvio poi devo imparare ad affilare altri tipi di utensili
Ora sono preso dall tornitura longitudinale di piccoli tondini in acciaio/ alluminio nell ordine dei 10 mm.Non mi esce un tondino un tornito preciso, sono tutti conificati verso il mandrino di 5 cent di media .indipendentemente se il tondino lo metto o non lo metto nella contropunta.il mio mandrino a 3 griffe riesce a serrare tondini misurati al comparatore anche con 1 solo cent di scostamento,alla fine dello sbalzo del pezzo in lavorazione.in pratica se voglio avere un tondino nell ordine del centesimo di differenza tra inzio e fine tondino almeno x 10 cm di lunghezza è impossibile.riesco a mantenere 1 centesimo di scostamento se il tondino che fuoriesce dal mandrino al massimo sporge di 30 mm.quindi superata la lunghezza di 30mm(empirica) e al di sotto di un diametro che ancora devo stabilire, indipendentemente se mi assicuro che il tondino in lavorazione giri preciso col comparatore nel mandrino e indipendentemente che usi o non usi la contropunta, i tondi mi escono conificati con vertice verso il mandrino.
Non riesco a capire quale relazione leghi la lunghezza dello sbalzo e il diametro in lavorazione.Forse ho bisogno di una lunetta non so...
Cmq grazie Luciano a presto
Giuseppe
|

 Autore
Autore Info affilatura Utensili
Info affilatura Utensili